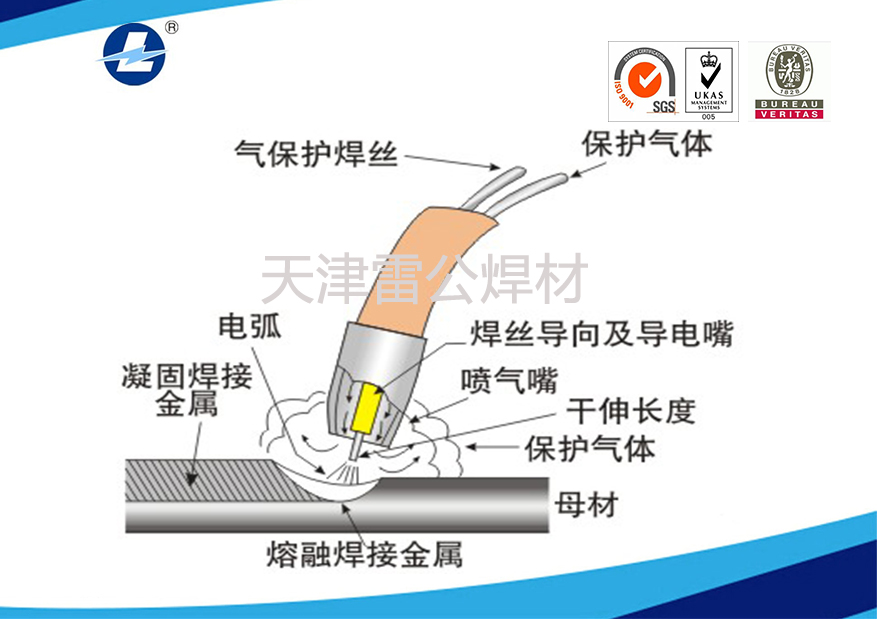
气保护焊耐磨焊丝
1.用气体来将焊接区和空气隔离的一种焊接方法,一般用焊丝连续送进。
2.常见类型:根据保护气体的不同,一般可分CO2保护焊(保护气体为CO2)和混合气体保护焊焊焊接(保护气体为80%+20%).
3.电焊机:电焊机为直流电源,常见品牌松下、OTC、唐王、汉神、奥太等。
4.辅助设
半自动焊枪:用来送进焊丝,形成电极导电
焊把:焊枪的手持部分
导电嘴:焊枪最前端与焊把连接,焊丝从其中穿过的中空的铜合金管:
保护罩:用来导流保护气体的薄壁管
送丝软管:焊丝从中间穿过的弹簧金属软管
送丝机:使焊丝连续向前推进的装置:
气流表:调节气体流量的装置:
气体瓶:盛CO2气体或80%Ar+20%CO2混合气体的容器:
堆焊焊焊及辅料
1. 焊丝:连续送进被电弧热熔化的材料,用来连续或制造特定表面。常见直径为1.2mm、1.6mm、2.0mm。
2.气体:用来保护焊接过程不被空气污染,确保焊接质量的气体,常见为OO2气体或混合气体(80%Ar+20%CO2)
特点
1.适合于半自动或全自动焊接
2.焊接效率较高。
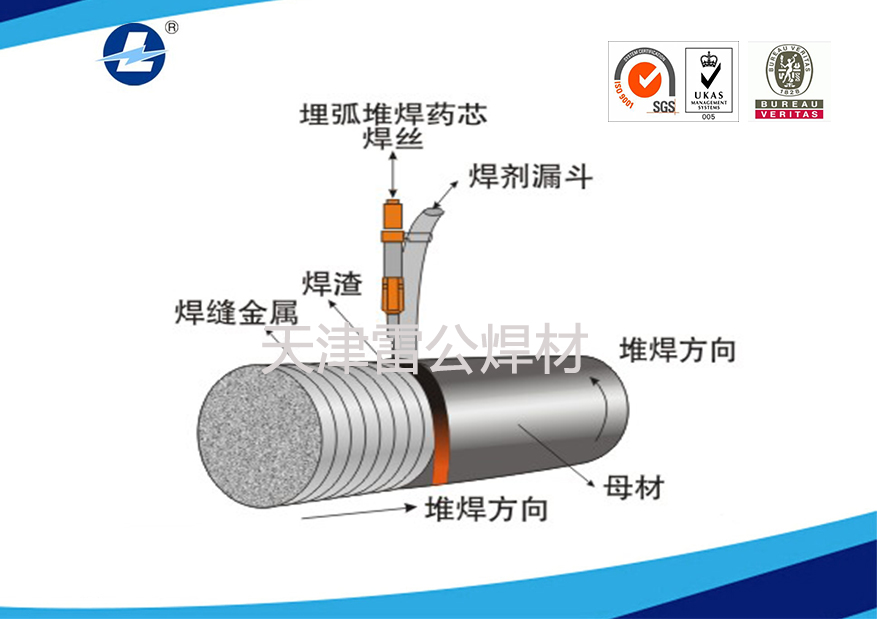
埋弧焊耐磨焊丝
1)DI定义:用焊剂将电弧区与空气隔离开来,弧光不外显的一种焊接方式:
2)埋弧焊焊机:为直流电源,常见品牌有林肯、米勒、威达、泸工、华远等。
3)辅助设施:
送丝装置:与气体保护焊功能一样,送进焊丝:
导电嘴:焊丝从其中穿过的中空铜合金管:
焊接小车:沿工作轴向缓慢移动,形成螺旋焊缝的装置,焊枪放置其上:
焊床:使工件按一定的转速转动的装置,类似于车床:
加热保温装置:用来加热或保持被焊工温度的装置。
4)焊接材料及辅料
焊丝:一般直径为2.8mm、3.2mm、4.0mm。
焊剂:用保护电弧区不被空气污染的材料,在焊接中被熔化。
特点
适合于自动焊接。
焊接效率高。
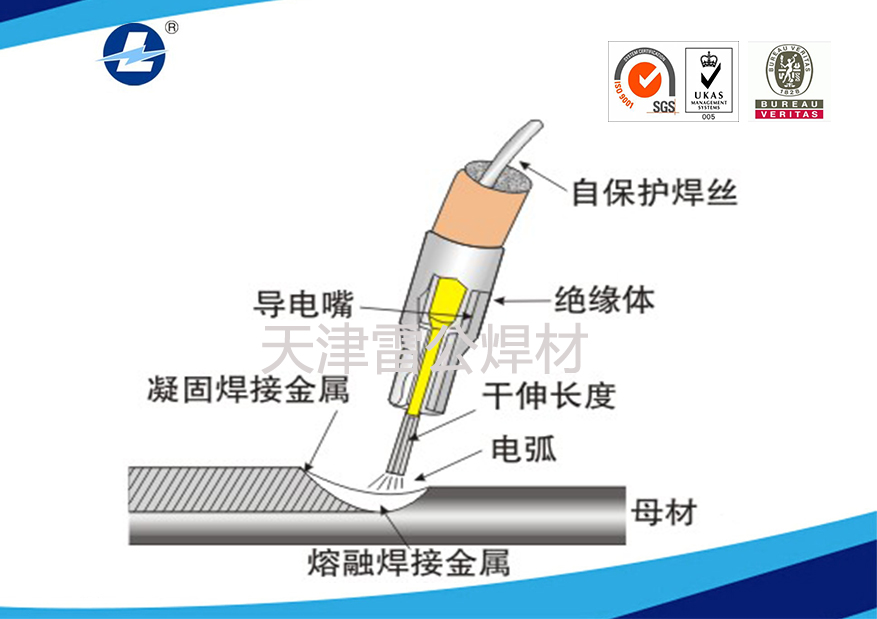
自保护焊耐磨焊丝
1)定义:焊接时无需外加保护介质,只凭借焊丝自身的药芯进行保护的焊接方法,一般也称为明弧焊接。
2)电焊机:为直流电源,可以用专用的自保护焊机或气体保护焊机、平特性埋弧焊焊机。
3)辅助设施:与气体保护焊或埋弧焊相同。
4)焊接材料与辅料,自保护焊丝,一般直径为1.6MM、 2.0mm、2.4mm、2.8mm、3.2mm.
5)手工电弧焊接
作者:天津雷公焊接材料有限公司 技术咨询:18202219679
以上天津雷公原创文章,转载请说明出处。www.chinaleigong.com
|




