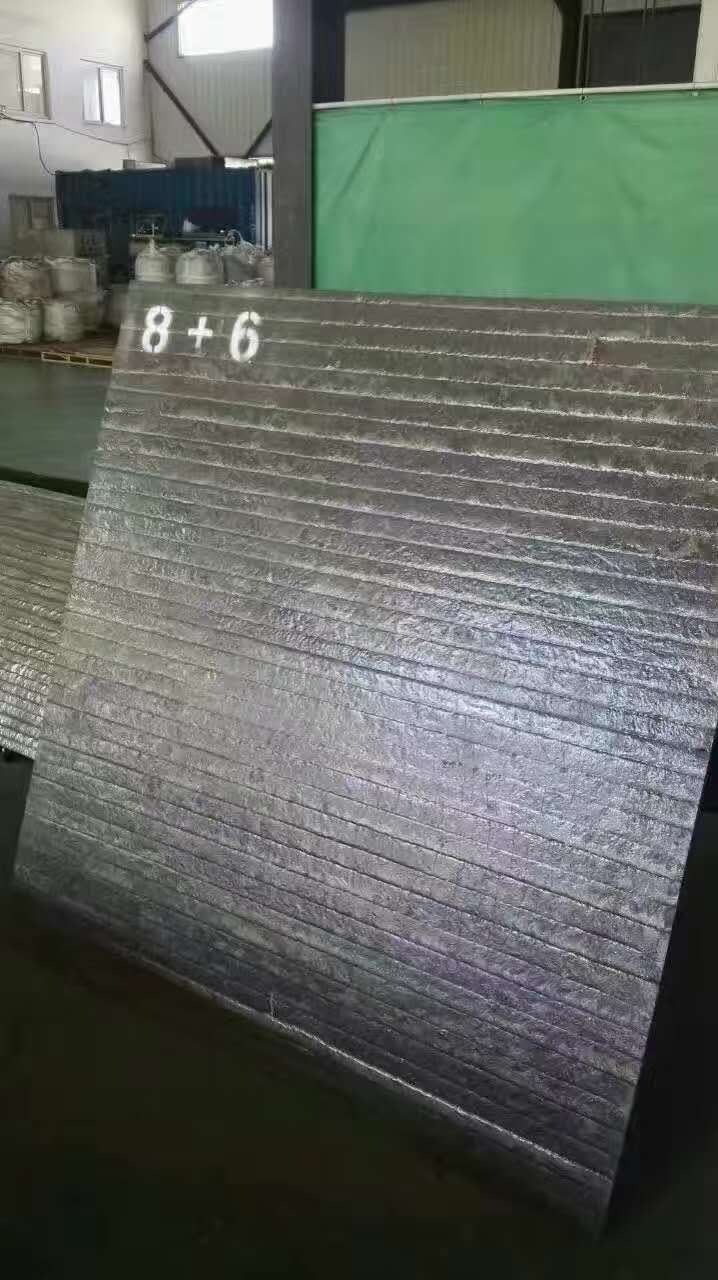
冲击板雷公专用焊丝焊接8+6耐磨板
一、选材
1.焊丝:LZ601 Ф2.8
2.焊丝 :LZ606 Ф2.8
二、焊前准备
1.母材应除尽表面油锈及缺陷(如裂纹、凹坑)
三、焊接过程参数
(耐磨板焊接参数)
1.焊接电流:I=350-400A电压:U=30-32V
2.干伸长:25-30mm
3.焊接速度:130-145mm/min
4.摆动宽度:30mm或40mm,焊道间隔(30mm)30.5mm或(40mm)40mm
5.左右停留时间:0.2s
6.摆动速度:3000±300mm/min
(横条纹焊接参数)
1. 焊接电流:I=350-400A电压:U=30-32V
2. 干伸长:25-30mm
3. 焊接速度:400-600mm/min
4. 焊接厚度:5mm
5. 焊接间隔:8-10mm
6. 焊道方向:与落料方向垂直
四、焊接厚度
母材以上11mm左右。
五、其它注意事项
1.焊接过程中要注意层间温度的控制。
3.保证焊道的搭接量。
4.焊丝在阴凉干燥处保存,开包三天内用完。
5. 避免焊丝受潮,受潮后需经250℃烘焙2小时以上。
作者:天津雷公焊接材料有限公司 技术咨询:18202219679
|




